Beschleunigungsvorsteuerung
Mit Hilfe der Beschleunigungsvorsteuerung kann der Schleppfehler einer Achse während der Beschleunigung minimiert werden. Das kann z.B. bei Handlings-Achsen die Taktzeiten verkürzen oder bei CNC-Achsen die Bahntreue verbessern.
Die Bedeutung der Parameter im Zusammenhang mit der Beschleunigungsvorsteuerung wird in den folgenden Kapiteln erläutert.
 | Bezugsgrößen der Beschleunigungsvorsteuerung P-0-0010, P-0-0071, P-0-0505, P-0-0556, S-0-0348 |
Voraussetzungen
| Die Beschleunigungsvorsteuerung kann nur genutzt werden, wenn der AX5000 in der Betriebsart
oder
|
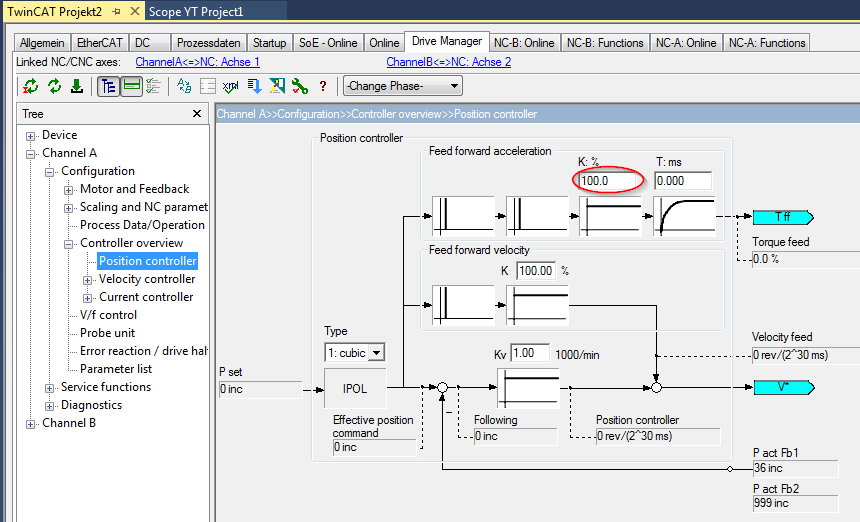
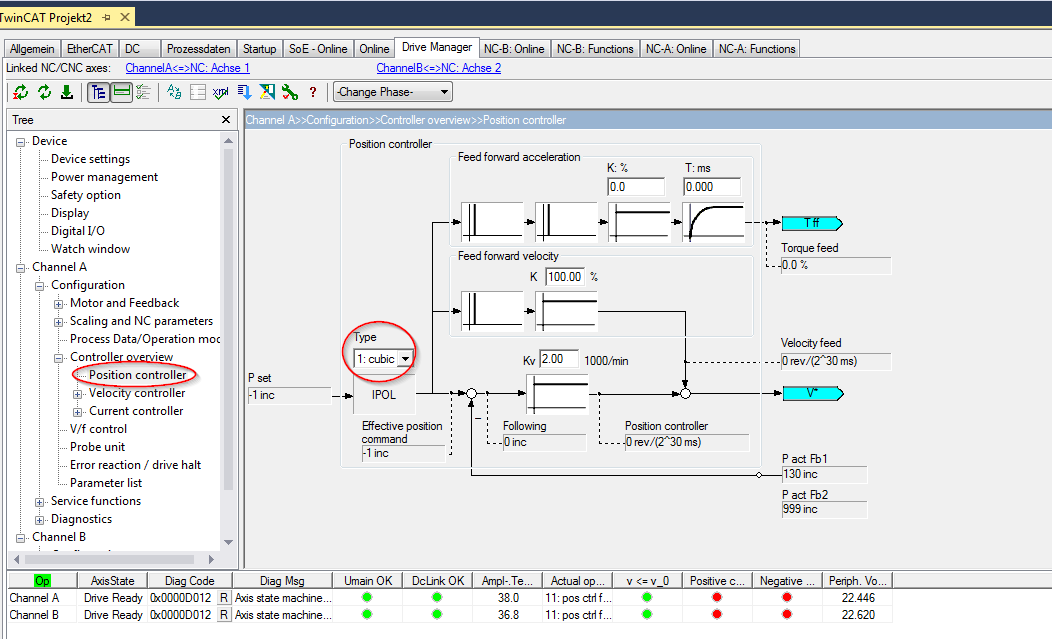
Der AX5000 bekommt zyklisch (z.B. alle 2 ms), einen neuen Positionssollwert und interpoliert zwischen den neuen Sollwerten mit der Zykluszeit des Lagereglers (Default-Wert 250 µs). Deshalb muss im AX5000 die kubische Interpolation eingestellt werden (P-0-0556). | |
|
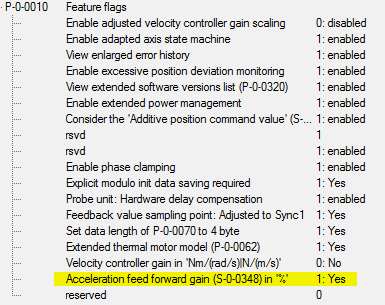
Die Beschleunigungsvorsteuerung sollte nach Möglichkeit mit einer Firmwareversion ≥ FW v2.10 build 8 eingesetzt werden. Die Funktion wurde schon in früheren Versionen implementiert aber nicht mit der hier beschriebenen Funktionalität. Im Parameter P-0-0010, "Feature Flags", muss das zugehörige Bit aktiviert werden, damit die Skalierung der Vorsteuerung in % erfolgt: Aus der Beschleunigung wird abhängig vom Motor und den Lastverhältnissen ein Stromwert berechnet. Dafür ist es wichtig, dass im Parameter P-0-0071 die korrekten Werte für die Massenträgheit des Motors und der Last eingetragen sind: Die Massenträgheit des Motors wird bei der Konfiguration automatisch aus dem elektronischen Typenschild eingelesen. |
| Wenn der genaue Wert der Lastträgheit nicht bekannt ist, sollte er abgeschätzt werden. Bei den meisten Servo-Anwendungen hat das Verhältnis von Lastträgheit zu Motorträgheit einen Wert zwischen 3 und 10. |

Vorgehensweise
|
|
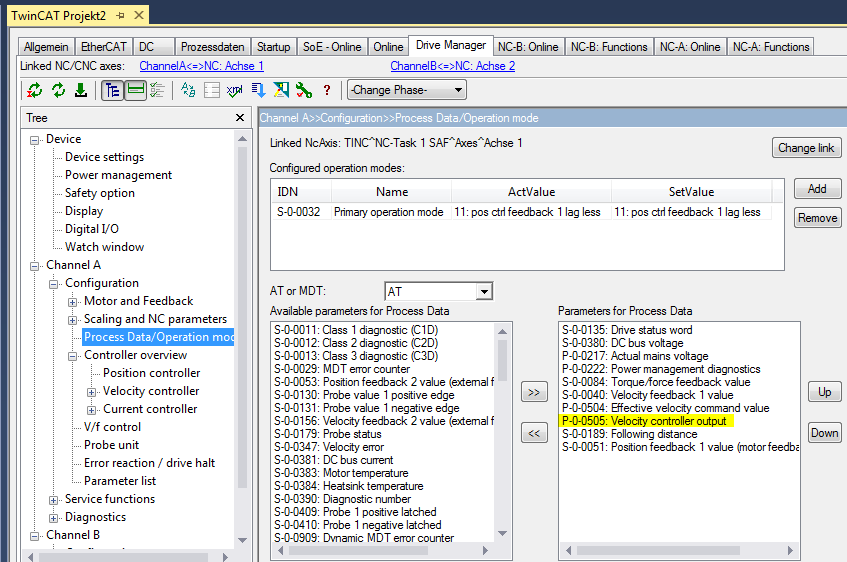
Dann aktivieren Sie die kubische Interpolation wie oben gezeigt und fügen den Parameter P-0-0505 zu den Prozessdaten hinzu:
| |
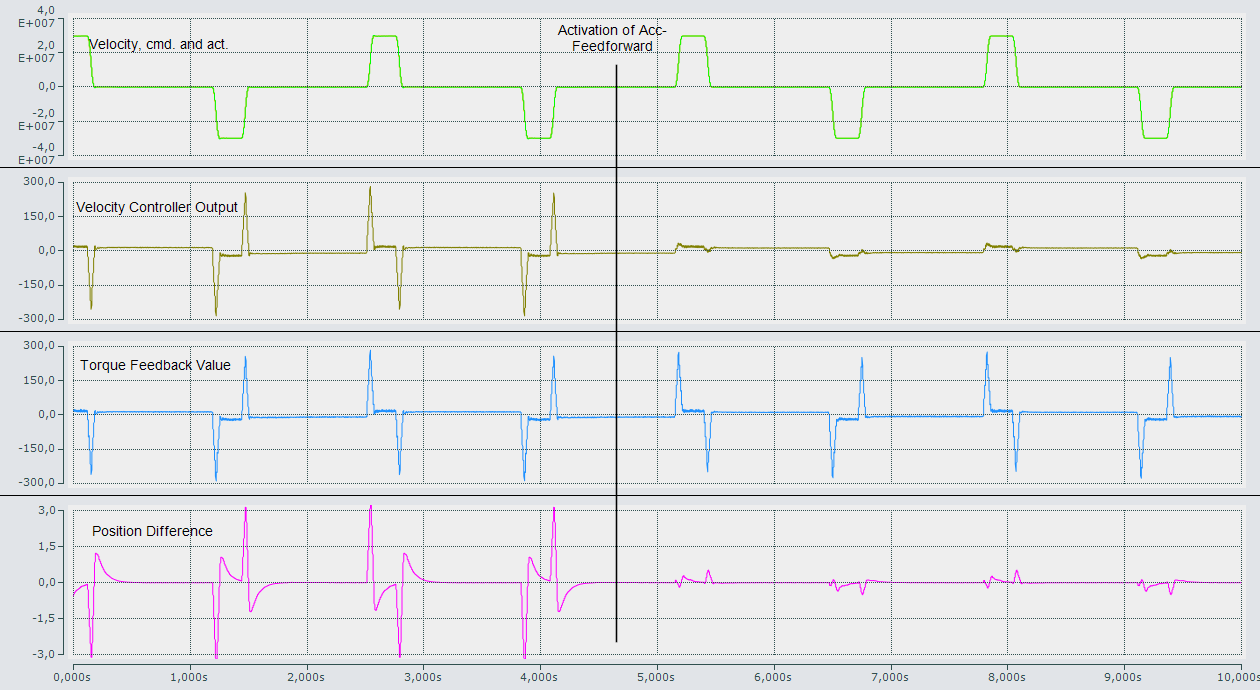
| Wenn Sie mit dem Oszilloskop den Wert des "velocity controller output" aufzeichnen, erhalten Sie ein Bild ähnlich wie das hier dargestellte: Der Wert des "velocity controller output" (P-0-0505) ist während der Beschleunigungs- und Bremsphase am größten. |
|
Mit Hilfe der Oszilloskop Aufzeichnung kann das überprüft und der Wert bei Bedarf korrigiert werden.
|
|